您好!欢迎进入乐竞体育网站!


+
 微信号:15049380296
微信号:15049380296

微信号:15049380296


- $


您的位置:首页 > 新闻资讯
-

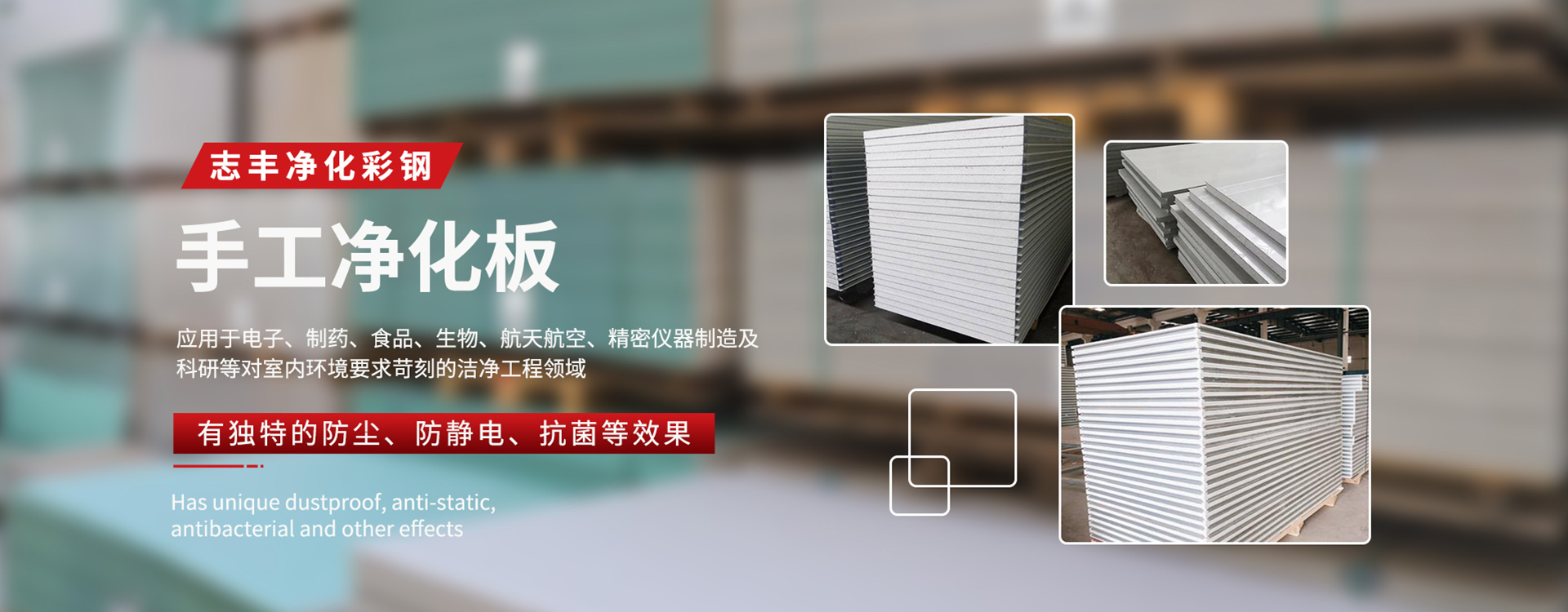
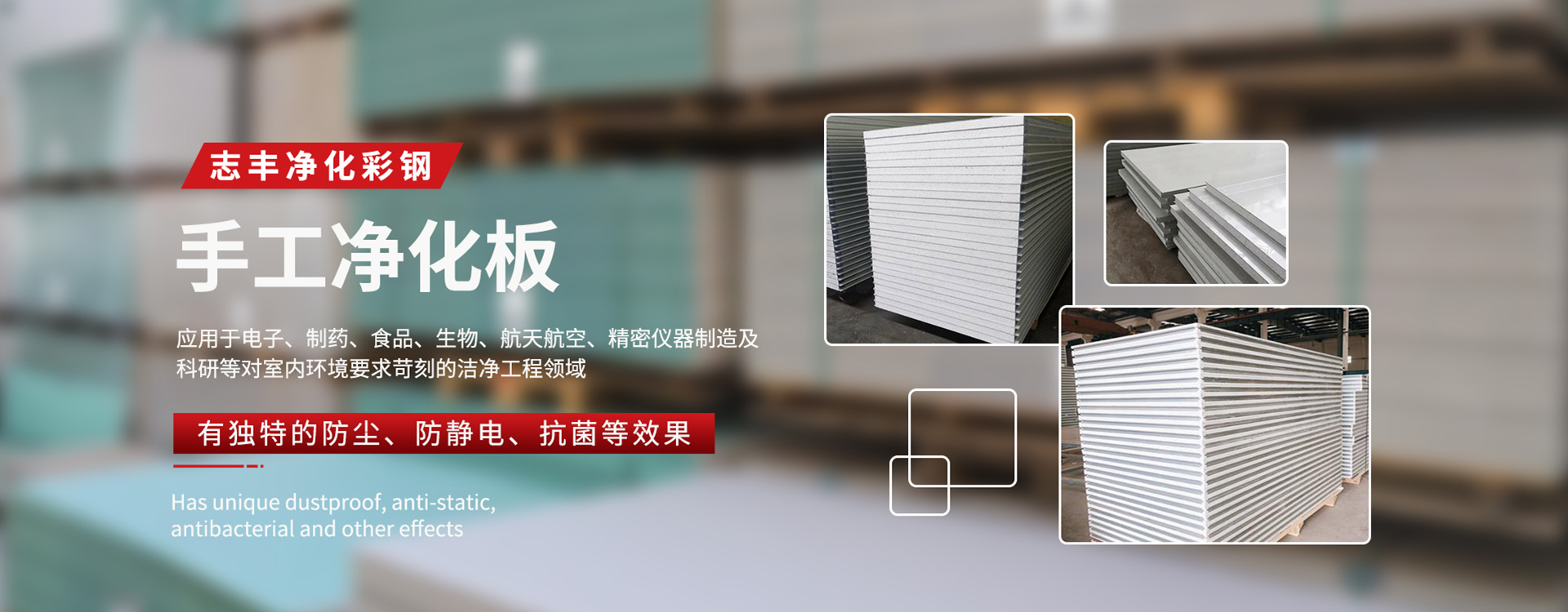
手工净化板:性能、应用与行业发展新态势
手工净化板是一种采用手工制作工艺生产的新型建筑材料,它由彩涂板、不锈钢等材质作为面板,中间填充岩棉、聚氨酯泡沫、聚苯乙烯等芯材复合而成。在制作过程中,通过人工将面板与芯材进行贴合,并使用特制的龙骨加固边框,这种独特的生产方式使板材的密度更加均匀,整体结构更为牢固。
了解详细>> -

净化板强度不够会引起什么问题?
强度不足的净化板可能无法承受正常的负荷,导致板面出现变形、下沉或破损的情况。这不仅会影响净化板的功能和寿命,还会影响整个净化系统的正常运行。在工程建设期难免会出现踩踏损坏的现象。一旦板材出现损坏,不仅会影响工程的进展,费用也会随之增加
了解详细>> -
玻璃镁板在不同地方的应用如何?
内蒙古净化板广泛应用于建筑领域。由于其防火性能,玻璃镁板常用于墙体、天花板和隔墙的施工。具有耐火、不燃、抗震、隔音、隔热等特点,能提供良好的建筑结构稳定性和舒适性。
了解详细>>
电话:15049380296
地址:包头市昆都仑区110国道鑫港源顺物流园对面
Copyright © 乐竞体育 All rights reserved 网站地图 备案号:蒙ICP备18001132号-1  蒙公网安备 15020302000377号 热门搜索:内蒙古净化板,手工净化板,内蒙古净化工程 主营区域:内蒙古 包头 呼和浩特 鄂尔多斯 巴彦淖尔 乌兰察布 陕西 甘肃 宁夏 青海 新疆 乌海 版权声明:本网站所刊内容未经本网站及作者本人许可, 不得下载、转载或建立镜像等,违者本网站将追究其法律责任。本网站所用文字图片部分来源于公共网络或者素材网站,凡图文未署名者均为原始状况,但作者发现后可告知认领,我们仍会及时署名或依照作者本人意愿处理,如未及时联系本站,本网站不承担任何责任。
蒙公网安备 15020302000377号 热门搜索:内蒙古净化板,手工净化板,内蒙古净化工程 主营区域:内蒙古 包头 呼和浩特 鄂尔多斯 巴彦淖尔 乌兰察布 陕西 甘肃 宁夏 青海 新疆 乌海 版权声明:本网站所刊内容未经本网站及作者本人许可, 不得下载、转载或建立镜像等,违者本网站将追究其法律责任。本网站所用文字图片部分来源于公共网络或者素材网站,凡图文未署名者均为原始状况,但作者发现后可告知认领,我们仍会及时署名或依照作者本人意愿处理,如未及时联系本站,本网站不承担任何责任。
- 微信二维码
 添加微信
添加微信
